简体中文
简体中文
NOTÍCIAS
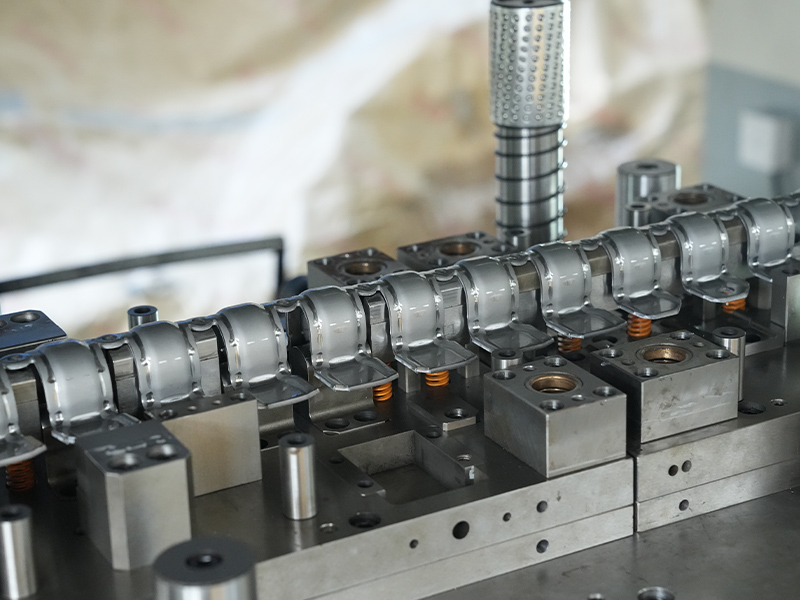
Lar / Notícias / Notícias da indústria / A resistência à corrosão é importante: a vantagem oculta dos amortecedores de placa de zinco puro

Nosso suporte de aço inoxidável resistente ao desgaste é projetado para aplicações de alto desempenho, onde a durabilidade e a força são fundamentais. Feito de aço inoxidável premium, esse suporte ...
Veja detalhes
Nossas buchas de ferro maleável preto são componentes duráveis e de alta qualidade projetados para várias aplicações industriais, oferecendo força excepcional, resistência ao desgaste e desempenho ...
Veja detalhes
O defletor de óleo de ferro estampado é um componente crítico nos sistemas de motor e transmissão, projetados para gerenciar e controlar o fluxo de óleo nos conjuntos mecânicos. Produzido usando pr...
Veja detalhes
O alojamento da válvula solenóide de ferro estampado é um componente de engenharia de precisão projetada para envolver e proteger os sistemas de válvulas solenóides. Fabricado usando processos avan...
Veja detalhes
O conjunto do núcleo da válvula de ferro estampado é fabricado usando a tecnologia de estampagem e feito de material de ferro de alta qualidade, com precisão estampada em forma. Esse componente é a...
Veja detalhes
Nosso suporte de montagem de ferro é uma solução de suporte robusta, versátil e altamente durável, projetada para uma ampla gama de aplicações industriais e comerciais. Construído a partir de ferro...
Veja detalhes
Nossa placa de atrito de ferro é um componente durável e de alta qualidade projetado para uso em uma variedade de sistemas mecânicos que requerem transferência de energia eficiente e resistência ao...
Veja detalhes
Nosso flange de aço automotivo é projetado para precisão, durabilidade e desempenho excepcional em várias aplicações automotivas. Feito de aço carbono de alta qualidade, aço inoxidável ou aço de li...
Veja detalhes
Nossa cobertura de silêncio de alumínio de ferro é uma solução durável e de alto desempenho, projetada para reduzir efetivamente o ruído e a vibração em uma ampla gama de aplicações industriais e m...
Veja detalhes
As tampas de poeira com rolamentos de latão são componentes essenciais projetados para proteger os rolamentos e outras peças mecânicas da sujeira, poeira, umidade e contaminantes que podem causar d...
Veja detalhes
Os conectores de bronze de fósforo são componentes elétricos de engenharia de precisão feitos de uma liga de cobre que combina cobre, estanho e fósforo. Este material especializado oferece uma mist...
Veja detalhes
O amortecedor de choque de zinco puro é uma solução durável e de alto desempenho, projetada para aprimorar a funcionalidade e a longevidade de várias máquinas e equipamentos. Construído a partir de...
Veja detalhesDetalhes de contato
Address: No.6 Qiasheng North Road, Parque Industrial Caoqiao, cidade de Xueyan, distrito de Wujin, cidade de Changzhou, província de Jiangsu
TEL: 86-15050692548
Se você estiver interessado em nossos produtos, consulte -nos