 简体中文
简体中文


As peças estampadas de hardware estão no centro da fabricação moderna. Desde o suporte dentro da porta do seu carro até o terminal dentro de um relé industrial, esses pequenos componentes de precisão mantêm conjuntos complexos funcionando de maneira confiável, muitas vezes sem que o usuário final perceba. Como um fabricante que produz peças de estampagem de metal desde 2010, queremos fornecer uma imagem clara e prática do que realmente são as peças de estampagem de hardware, como são feitas e o que procurar ao adquiri-las.
O que são peças de estampagem de hardware?
Peças de estampagem de hardware são componentes de metal produzidos por prensagem, puncionamento, dobra ou trefilação de chapas metálicas através de uma matriz usando uma prensa mecânica ou hidráulica. O processo é conhecido como estampagem de metal ou conformação por prensa. Ao contrário da usinagem, que remove material para criar uma forma, a estampagem é um processo de conformação – o material é remodelado sem ser cortado, o que reduz drasticamente o desperdício e os custos em escala.
O termo “peças estampadas de hardware” abrange uma gama extremamente ampla de componentes. Uma pequena lista representativa inclui:
- Suportes, clipes e placas de montagem usados em montagens de carrocerias automotivas
- Terminais elétricos, conectores e tampas de blindagem em produtos eletrônicos de consumo
- Invólucros de instrumentos cirúrgicos e componentes adjacentes a implantes em dispositivos médicos
- Gabinetes, dissipadores de calor e estruturas estruturais em máquinas industriais
- Dobradiças, fixadores, molas e arruelas em ferragens e produtos de construção
O que todos esses componentes compartilham é o requisito de consistência dimensional rigorosa, integridade de superfície e capacidade de serem produzidos em grandes volumes com um nível de qualidade repetível.
Os processos de estampagem central explicados
Compreender as operações básicas envolvidas ajuda você a se comunicar de forma mais eficaz com seu fornecedor e a avaliar as cotações com mais precisão. A maioria das peças estampadas de hardware são produzidas através de uma ou mais das seguintes operações:
Supressão e Perfuração
Um punção força a chapa metálica através de uma matriz para separar uma forma plana (blanqueamento) ou para criar um furo (perfuração). Estas são normalmente as primeiras operações em um processo de vários estágios. A precisão dimensional aqui determina se cada operação posterior permanece dentro da tolerância.
Dobrando e formando
A flexão aplica força ao longo de um eixo reto para criar recursos angulares. Conformação é um termo mais amplo para qualquer operação que altera o contorno da folha sem remover material – incluindo gravação em relevo, cunhagem e ondulação. Primavera de volta (a tendência do metal retornar parcialmente à sua forma original após a formação) é uma das fontes mais comuns de erro dimensional; fabricantes de ferramentas experientes levam isso em conta no projeto da matriz desde o início.
Desenho Profundo
A estampagem profunda puxa uma peça plana para dentro de uma cavidade da matriz para criar uma forma oca e tridimensional – copos, latas, invólucros e invólucros são resultados típicos. A relação profundidade-diâmetro (conhecida como relação de estiramento) determina se uma peça pode ser formada em um único estiramento ou se requer vários estágios de redução. A maioria dos materiais permite uma taxa de estiramento de aproximadamente 1,5 a 2,0 por estágio sem rachaduras.
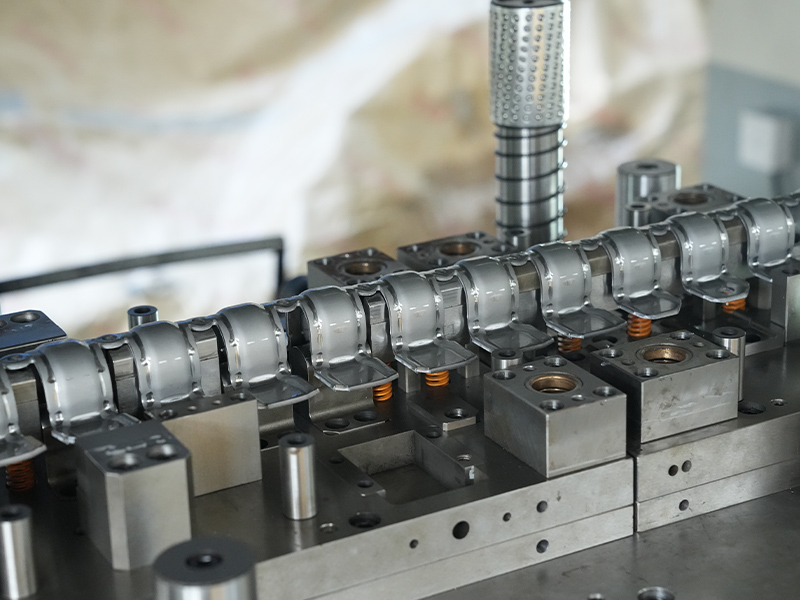
Estampagem Progressiva
As ferramentas de matrizes progressivas executam diversas operações – usinagem, perfuração, dobramento, conformação – em estações sucessivas dentro de um único conjunto de matrizes. Uma bobina de metal é alimentada automaticamente, avançando um passo por curso de prensagem. As matrizes progressivas são a escolha padrão para peças de estampagem de hardware de alto volume porque combinam múltiplas operações em um único ciclo, reduzindo o tempo de manuseio e o custo por peça. Taxas de ciclo de 100 a 400 golpes por minuto são comuns.
Estampagem de matriz de transferência
Quando uma peça é muito grande ou complexa para permanecer conectada a uma tira de suporte durante todo o processo, ela é separada antecipadamente e transferida mecanicamente entre as estações. As matrizes de transferência são preferidas para peças estruturais maiores, como painéis de carrocerias de automóveis, onde as peças brutas devem ser reposicionadas ou invertidas entre as operações.
Seleção de materiais: combinação de metal com aplicação
A escolha do material é uma das decisões mais importantes em um projeto de estamparia. O material errado pode significar desgaste da ferramenta, baixa conformabilidade, propriedades mecânicas inadequadas ou custos desnecessários. Abaixo está uma comparação prática dos materiais mais comuns usados em peças de estampagem de ferragens:
| Materiais | Propriedades principais | Aplicações Típicas | Considerações |
|---|---|---|---|
| Aço Carbono (SPCC/DC01) | Alta resistência, baixo custo, boa conformabilidade | Suportes estruturais, quadros de máquinas, gabinetes | Requer revestimento ou chapeamento para resistir à corrosão |
| Aço inoxidável (304/316) | Excelente resistência à corrosão, alta dureza após endurecimento por trabalho | Dispositivos médicos, equipamentos para alimentos, equipamentos marítimos | Maior desgaste do ferramental; o springback deve ser cuidadosamente compensado |
| Alumínio (1xxx / 5xxx / 6xxx) | Leve, resistente à corrosão, boa condutividade térmica | Leveza automotiva, dissipadores de calor eletrônicos, aeroespacial | Menor resistência que o aço; a seleção da liga é crítica |
| Cobre / Ligas de Cobre | Condutividade elétrica e térmica superior, dúctil | Terminais elétricos, conectores, barramentos | Maior custo de material; gerenciamento de oxidação necessário no armazenamento |
| Zinco / Ligas de Zinco | Boa conformabilidade, barreira natural contra corrosão, baixo custo | Ferragens decorativas, acabamentos automotivos, bens de consumo | Menor resistência mecânica que o aço; não é adequado para peças de suporte de carga |
Na Dingjia, trabalhamos com toda a gama de materiais ferrosos e não ferrosos. Nosso gama de produtos de peças de estampagem de hardware cobre aço inoxidável, aço carbono, alumínio, cobre, estampagem à base de cobre e liga de zinco - oferecendo aos clientes uma opção de fonte única, independentemente de suas necessidades de material.
Tolerâncias e padrões dimensionais que você deve conhecer
Os requisitos de tolerância têm um efeito direto no custo do ferramental, no tempo de ciclo e na taxa de refugo. Antes de solicitar um orçamento, vale a pena entender o que é possível alcançar e o que aumenta os custos.
- Tolerâncias comerciais padrão para peças de chapa estampada são normalmente de ±0,1 mm a ±0,3 mm para dimensões lineares, dependendo da espessura do material e da complexidade do recurso.
- Estampagem progressiva de precisão pode suportar ±0,02 mm a ±0,05 mm em furos perfurados e bordas cegas com gerenciamento adequado da folga da matriz e manutenção regular da matriz.
- As tolerâncias de ângulo de curvatura são comumente mantidas em ±1° sob condições padrão e ±0,5° para aplicações de precisão.
- Os requisitos de planicidade e perpendicularidade, especialmente para peças utilizadas em montagem automatizada, devem ser claramente indicados no desenho, e não assumidos.
Especificar tolerâncias mais rígidas do que a aplicação realmente precisa é uma das maneiras mais comuns pelas quais os compradores aumentam inadvertidamente o custo das peças. Se sua equipe de projeto não tiver certeza, uma revisão do DFM (Design for Manufacturability) com o fornecedor antes da aprovação da ferramenta pode evitar revisões caras posteriormente.
Opções de acabamento de superfície para peças estampadas
Superfícies metálicas estampadas raramente são o estado final de uma peça de hardware. O tratamento de superfície serve três propósitos principais: proteção contra corrosão, melhoria estética e modificação funcional (como aumentar a dureza ou melhorar o contato elétrico). As opções de acabamento mais comuns incluem:
- Galvanoplastia – Deposita uma fina camada metálica (zinco, níquel, cromo, estanho, ouro) na superfície da peça para proteção e aparência anticorrosiva. A espessura é normalmente de 5–25 µm.
- Revestimento em Pó – Aplicação eletrostática de polímero em pó, posteriormente curado em estufa. Fornece um revestimento durável e uniforme com 60–100 µm de espessura. Comum em peças estruturais de aço carbono.
- Anodização – Um processo eletroquímico exclusivo do alumínio que desenvolve uma camada densa e integral de óxido. A anodização tipo II fornece 5–25 µm; O tipo III (anodização dura) fornece 25–150 µm com dureza significativamente maior.
- Passivação – Um tratamento químico para aço inoxidável que remove o ferro livre da superfície, maximizando a resistência à corrosão inerente ao material. Geralmente especificado para peças médicas e de qualidade alimentar.
- Tinta Fosfatizante – Um processo comum de duas etapas para peças automotivas de aço: o revestimento de conversão de fosfato de ferro ou zinco fornece adesão e resistência à corrosão como base para pintura subsequente.
- Polimento / Rebarbação – O acabamento vibratório ou cilíndrico remove rebarbas e arestas vivas de peças perfuradas – essencial para peças que entram em contato com mãos, cabos ou componentes de vedação.
A escolha correta do acabamento depende do ambiente operacional, dos requisitos regulamentares (a conformidade com a RoHS é frequentemente exigida para peças eletrônicas) e do seu processo de montagem. Informe antecipadamente o seu fornecedor sobre as condições de uso final – isso afeta tanto a seleção do material quanto o acabamento.
Principais indústrias e o que elas exigem das peças estampadas
As peças estampadas de hardware não são mercadorias genéricas. Cada indústria traz um conjunto específico de exigências técnicas e regulatórias que o fabricante deve entender antes do corte da primeira matriz.
Automotivo
Automotivo stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF16949 a certificação do sistema de qualidade é efetivamente obrigatória para fornecedores automotivos de Nível 1 e Nível 2. Rastreabilidade de materiais, documentação PPAP (Processo de aprovação de peças de produção) e testes de durabilidade funcional são requisitos padrão. Nosso peças de estampagem de aço automotivo são produzidos sob controle de qualidade certificado pela IATF 16949.
Eletrônica e Elétrica
Terminais, conectores, blindagens e molas de contato em eletrônicos exigem força de contato consistente, geometria precisa e adesão confiável do revestimento. Peças de estampagem de cobre e liga de cobre dominam este segmento devido à sua condutividade elétrica. O revestimento de estanho ou ouro sobre cobre é o padrão para superfícies de contato livres de corrosão. Tolerâncias de microestampagem de ±0,01–0,05 mm são comuns em aplicações de conectores.
Equipamento Médico
As peças de estampagem médica exigem biocompatibilidade, resistência a repetidos ciclos de esterilização e rastreabilidade completa dos lotes de materiais. Aço inoxidável 316L é o material mais frequentemente especificado por sua resistência superior à corrosão em ambientes salinos e químicos. A certificação de gerenciamento de qualidade ISO 13485 é a expectativa básica dos OEMs médicos.
Máquinas Industriais
Suportes estruturais, painéis de carcaça e componentes de mecanismos em equipamentos industriais priorizam a capacidade de carga e a estabilidade dimensional ao longo da vida útil. Aço carbono de alta resistência e ligas estruturais de alumínio são escolhas típicas. Em muitos casos, as operações de soldagem ou rebitagem seguem a estampagem, de modo que as dimensões consistentes da peça bruta e a qualidade da borda afetam diretamente a qualidade da união posterior.
Ferramentas: o investimento que determina o custo da peça a longo prazo
A matriz (ou ferramenta) é o principal investimento de capital em um projeto de estampagem, e compreender a economia das ferramentas ajuda você a tomar melhores decisões de fornecimento.
Uma matriz simples de operação única para um suporte pequeno pode custar entre US$ 3.000 e US$ 8.000. Uma matriz progressiva de múltiplas estações para um componente de conector complexo pode atingir US$ 50.000 a US$ 150.000 ou mais, dependendo do número de estações, materiais e tolerâncias exigidas. No entanto, esse custo inicial é amortizado ao longo da produção. Em volumes acima de 50.000 a 100.000 peças, a estampagem normalmente oferece o menor custo por peça de qualquer processo de conformação de metal.
Principais perguntas a serem feitas ao seu fornecedor sobre ferramentas:
- Qual é a vida útil nominal da matriz (número de golpes antes de ser necessária uma grande manutenção)?
- Quem é o proprietário das ferramentas e o que acontece com elas se você trocar de fornecedor?
- Qual é o cronograma de manutenção das ferramentas e quem arca com os custos da afiação de rotina?
- O mesmo conjunto de matrizes pode ser modificado se o seu design mudar ligeiramente ou for necessária uma nova ferramenta?
Um fornecedor com recursos internos de projeto e manutenção de moldes - em vez de um que terceiriza ferramentas - normalmente oferece prazos de entrega mais rápidos nas primeiras amostras e mais controle sobre a qualidade e longevidade das ferramentas.
Controle de qualidade em estampagem de hardware: como é um processo rigoroso
A precisão dimensional por si só não define a qualidade da peça. Um robusto sistema de controle de qualidade para peças estampadas cobre todo o fluxo de produção:
- Inspeção de material recebido – Verificação de certificados de materiais e amostragem de propriedades mecânicas e espessura antes das bobinas entrarem em produção.
- Inspeção do primeiro artigo (FAI) – Verificação dimensional completa da primeira amostra de produção em relação ao desenho de engenharia antes do início da produção em massa.
- SPC em processo (controle estatístico de processo) – Amostragem de peças em intervalos definidos durante a produção e rastreamento de dimensões críticas em gráficos de controle para detectar desvios antes que produzam peças defeituosas.
- Inspeção de Máquina de Medição por Coordenadas (CMM) – Para recursos de tolerância restrita, a medição CMM elimina a subjetividade do operador e fornece relatórios dimensionais documentados.
- Inspeção superficial e visual – Verificação de rebarbas, rachaduras, arranhões, defeitos de revestimento e outras anomalias de superfície sob condições de iluminação definidas.
- Controle de qualidade de saída (OQC) – Inspeção final de amostragem baseada em AQL antes do envio com relatórios de inspeção fornecidos ao cliente.
Nós seguramos IATF16949 certification e operar um laboratório de qualidade equipado com instrumentos de medição por coordenadas Zeiss e CMMs semiautomáticas. Para clientes em setores regulamentados, podemos fornecer registros completos de inspeção e documentação de rastreabilidade de materiais em cada remessa.
Como avaliar um fornecedor de peças de estampagem de hardware
Escolher o fabricante certo é tão importante quanto acertar no design. Aqui está uma estrutura de avaliação prática baseada nos critérios que realmente impulsionam a confiabilidade do fornecimento a longo prazo:
| Critério | O que procurar | Bandeiras Vermelhas |
|---|---|---|
| Capacidade de ferramental | Equipe interna de projeto e manutenção de moldes | Todo ferramental terceirizado; suporte limitado ao DFM |
| Equipamento de imprensa | Faixa de tonelagem (abrange a espessura da sua peça); modernas prensas controladas por CNC | Apenas um ou dois tamanhos de prensa; equipamentos antigos sem registros de manutenção |
| Certificação de Qualidade | IATF16949 (automotive), ISO 9001, ISO 13485 (medical) | Nenhuma certificação ou certificação não renovada recentemente |
| Equipamento de inspeção | CMM, comparadores ópticos, testadores de dureza no local | Confiança em medidores manuais apenas para recursos de precisão |
| Materiais Breadth | Lida internamente com materiais ferrosos e não ferrosos | Especializa-se em apenas uma família de materiais; não pode suportar futuras alterações de design |
| Comunicação | Responde a questões técnicas; proativo em relação ao feedback do DFM | Lento para responder; evita se comprometer com garantias dimensionais |
Aceitamos auditorias de fábrica e estamos felizes em orientar os clientes em potencial através de nosso processo de produção, sala de ferramentas e laboratório de qualidade. A transparência na fase de qualificação é a melhor forma de construir o tipo de relação de fornecimento a longo prazo que beneficia ambas as partes.
Aproveitando ao máximo seu projeto de estampagem: dicas práticas
Depois de trabalhar com clientes dos setores automotivo, eletrônico e médico por mais de 15 anos, estas são as práticas que levam consistentemente a melhores resultados:
- Compartilhe sua previsão de volume anual cedo. Mesmo um número aproximado (por exemplo, 200.000 peças/ano) determina se ferramentas progressivas, ferramentas de transferência ou ferramentas compostas fazem sentido do ponto de vista econômico e influencia diretamente o investimento em ferramentas que você deverá fazer.
- Especifique apenas as tolerâncias que você realmente inspecionará. Se a sua inspeção de entrada não verificar uma dimensão, não faz sentido exigir do seu fornecedor uma precisão de ±0,02 mm – você está apenas pagando por um processo mais rigoroso sem nenhum benefício.
- Solicite uma revisão do DFM antes da aprovação do ferramental. Pequenas alterações – adicionar um raio a um canto interno agudo, ajustar a distância entre o furo e a aresta ou alterar um relevo de dobra – podem reduzir significativamente o desgaste da ferramenta e melhorar a consistência da peça sem prejudicar o projeto.
- Consolide seus fornecedores de estampagem sempre que for prático. Usar um fabricante com ampla capacidade de materiais significa menos processos de qualificação, menos estilos de ferramentas para gerenciar e maior alavancagem para programação prioritária durante períodos de alta demanda.
- Planeje o acabamento da superfície antes do corte da ferramenta. Alguns processos de acabamento (por exemplo, zincagem pesada) adicionam acúmulo dimensional que deve ser levado em consideração na geometria da peça desde o início, e não adaptado após o fato.
Por que trabalhar com um fabricante especializado em estampagem de hardware
A estampagem de hardware parece enganosamente simples vista de fora – uma prensa desce, uma forma sai. Na prática, uma operação de estampagem de alta qualidade envolve engenharia precisa de matrizes, conhecimento de ciência de materiais, disciplina de controle de processo e resposta rápida ao desgaste de ferramentas. A diferença entre um fornecedor medíocre e um fornecedor capaz aparece na taxa de sucata, nas verificações de adequação da linha de montagem e nas solicitações de garantia – não apenas no preço por peça.
fabrica peças de estampagem de hardware de precisão desde 2010, operando a partir de um Instalação de 6.900 m² no distrito de Wujin, Changzhou, com uma equipe de 56 técnicos experientes e 24 puncionadeiras capazes de 500 toneladas de capacidade de estampagem mensal . Nossa produção abrange materiais ferrosos e não ferrosos, e nossas peças atendem clientes nos setores automotivo, eletrônico e de máquinas médicas em todo o mundo.
Se você está adquirindo peças de estampagem de hardware e deseja um fabricante com profundidade de ferramentas, infraestrutura de qualidade e variedade de materiais para dar suporte ao ciclo de vida completo do seu produto, convidamos você a explorar nosso gama completa de peças de estampagem de hardware ou entre em contato conosco diretamente para discutir os requisitos do seu projeto.











